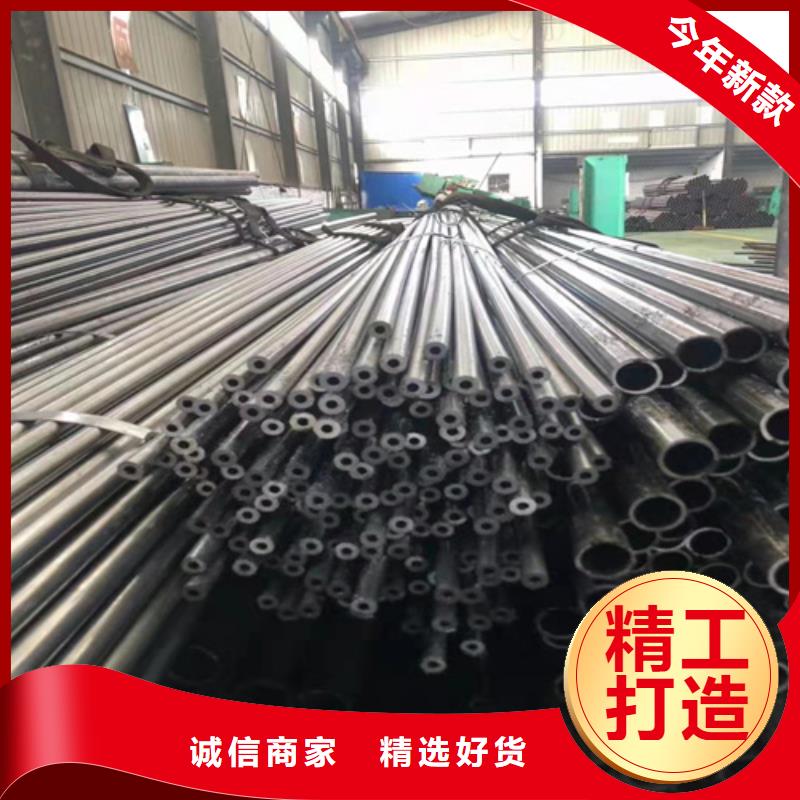



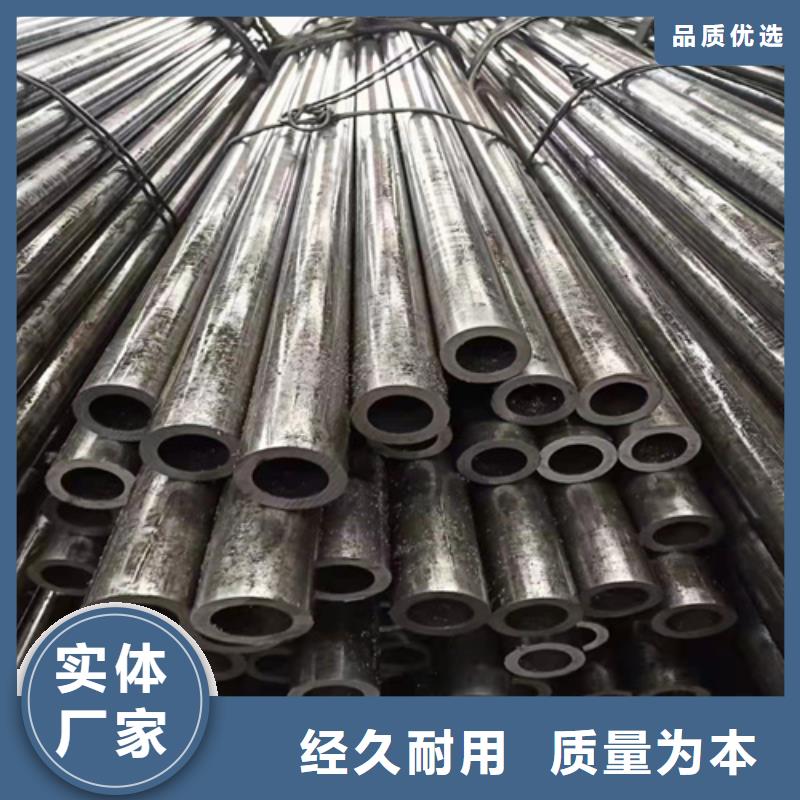

无需繁琐的文字描述,观看我们的视频,让无缝钢管20#无缝管加工定制产品一览无余!
以下是:无缝钢管20#无缝管加工定制的图文介绍

二、中国无缝管行业发展现状 1、中国无缝钢管行业生产发展与表观消费现状 2004年,我国无缝钢管和焊接钢管产量均为世界 ,无缝钢管2003年已成为我国净出口品种。2000年以来,我国钢管行业连续5年高速发展,钢管产量增长与全国成品钢材增长几乎同步,即成品钢材平均每年以21.64%高速增长,其中钢管以20.8%的高速增长,管/材比保持在7.O%左右。 1981~2004年,我国无缝钢管产量及表观消费量总的变化趋势是稳定、同步增长,1999年以前消费量一直高于生产量,并有一定波动(80万t左右)。2002年前表观消费量略大于国内生产量,2003年基本持平,2004年生产量略大于表观消费量,预计2005年生产量将开始明显超过表观消费量。


特征:在钢管的内表面上呈直线或螺旋形的锯齿状缺陷。对于高合金钢管,这种缺陷呈不规则的块状,分布在进口处。如果由于定心产生的内折,一般为半圈到一圈,且在头部。 顶头前压下量过大。顶头磨损严重。在穿孔过程中坯料中心部分的金属承受强烈的交变应力作用因而在碾轧时荒管内壁易出现内折。高合金钢管进口处的内折则由于穿孔时轧辊受力不均所致。 四、外折迭,特征:无缝钢管的外表面上呈螺旋形的折迭,其螺旋的方向与荒管在穿孔机上的螺旋方向相反,且螺距较大。 管坯表面上残存着裂纹或者耳子等缺陷。 钢质不良,有夹杂物或者严重的疏松。 五、轧制折迭,特征:无缝钢管的外表面上呈规律性的折迭缺陷。 主要是由于穿孔机轧辊或轧管机轧辊的损伤造成的。 六、扎折,特征:轧制中,金属进入轧辊的间隙或管子失去稳定性,使之形成曲折,经定径后在钢管的表面上呈局部的凸起、凹入的皱折。 均整机出口管径大于定、减径机孔型。 调整不正确,轧辊错位,中心线不一致等。



云鹏金属制品有限公司是一家专注于 吉安吉州10CrMo910钢管产品研究、开发、生产及销售的高科技技术型企业。公司依托雄厚的技术力量并与多家科研单位及高等院校建立了密切的合作关系,公司具备先进的生产工艺及严格的生产管理制度,研发和生产了各种 吉安吉州10CrMo910钢管。



一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。


